
Four-Point Contact Ball Slewing Bearing
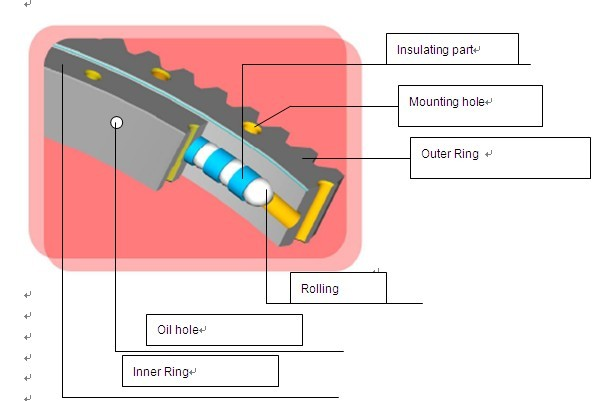
1.Four-Point Contact Ball Slewing Bearing
The slewing bearing and the slewing bearing are similar in form, but there are qualitative differences. In short, the four-point contact ball slewing bearing is just a purely mechanical mechanism that can rotate.
The slewing bearing should realize various loads, precision and measurement and control, as well as realize the driving rotation of various actions.
Features in the field of use of slewing bearings:
◎Port cranes usually use three-row roller slewing bearings with internal teeth or external teeth with a diameter of 4 meters to withstand high overturning moments.
◎Stacker and reclaimer: The turntable bearings used in the stacker and reclaimer are usually ball-column combination type, three-row roller type and cross-roller type, and most of them have a diameter of
over 3 meters. Due to the harsh working environment and large dust, this type of bearing has the characteristics of high bearing capacity, long life and good sealing performance.
◎Ferris wheel: used for the four-point contact ball turntable bearing on the Ferris wheel, the outer diameter is 5000mm larger, and the thickness is 200mm
◎Ship unloader: The slewing bearing for ship unloader usually adopts the structure of three rows of rollers with external teeth, with a diameter of about 4 meters.
◎Tower crane: The slewing bearing used for tower crane usually adopts small-sized four-point contact ball slewing bearing or double-row ball slewing, and the diameter does not exceed 2 meters.
◎Radar antenna: The short-wave antenna generally uses a slewing bearing with a three-row roller structure, and the rotation speed is slow.
◎Shield machine: The diameter of the slewing bearing for shield machine ranges from 2.5 meters to 6 meters, and some have larger diameters. These bearings work under very harsh conditions, with large bearing load, strong corrosion resistance and short life. .
◎Ladle turntable: The slewing bearing for the ladle turntable usually adopts a three-row roller structure. Due to the harsh conditions with dust and high temperature, it has high requirements on the retainer, grease and sealing strip.

2.Emergency measures after the failure of the four-point contact ball slewing bearing
The large turntable four-point contact ball slewing bearing plays a very critical and irreplaceable role in bucket turbine bearings, stacker and reclaimer bearings, large ladle bearings and logistics transportation.
When the service life of the large bearing exceeds 5-8 years, and the large bearing of the ladle fails to stop, or cannot rotate in the forward and reverse directions, then the economic loss will be very huge, such as the large bearing of the bucket turbine of the thermal power plant, and the large bearing of the ladle, one day The loss is immeasurable.
First, remove the interfering parts that affect the normal rotation of the four-point contact ball slewing bearing
Second, remove the seal
Again, clean along the bearing gap with kerosene
Then, add rare grease
Afterwards, try rotating in the forward and reverse directions
Then, observe whether the bearing force is balanced, adjust the bearing load and balance
Next, remove the foreign matter overflowing from the bearing grease
Next, observe the gear meshing of the bearing to see if the tooth surface meshing is normal
Subsequently, if conditions permit, the use angle of the bearing can be exchanged
Finally, observe the condition of the bearing at any time, communicate with the manufacturer in time, guide the on-site installation of the new bearing, and strictly control the time and node for the installation of the bearing.
3.What are the quality standards for large bearings of four-point contact ball slewing ring
1. Material
2. Heat treatment
3. Clearance, runout, tooth jump
4. Comprehensive indicators, roughness, grinding, depth of hardness layer, flaw detection
5. The reference life value of similar bearing operation
The quality inspection of four-point contact ball slewing bearings can be divided into axial clearance and radial clearance according to different detection methods. important items to check. From the perspective of bearing application, clearance is an important indicator for detection.
Whether the bearing can obtain more satisfactory performance largely determines its radial clearance.
The specific tests are as follows: the high-frequency quenching hardness of the four-point contact ball slewing bearing surface should not be lower than 55HRC, the depth of the hardened layer should not be lower than 4mm, and the width of the soft belt should not be lower than 50mm.
There are certain requirements for the quenching time and temperature of the support bearing for tempering processing. In general, it needs to be quenched at a temperature of 200 degrees, so as to ensure that the stress is completely eliminated.
In addition, the most important thing is grinding. It is necessary to select a suitable grinding wheel to complete the grinding, and strictly control the linear speed to avoid raceway burns. Then for fine grinding, it is necessary to choose a resin grinding wheel with a particle size of 46° or 60° for grinding. For the support bearing containing gears, the gear hobbing process is required after the grinding process. The requirements for the entire process are very strict, and the accuracy must exceed grade 8.








{kind=link}