
Cheap China Slewing Bearing
1.Cheap China Slewing Bearing
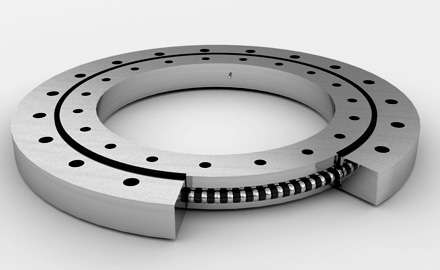
The slewing ring bearing is mainly composed of inner and outer rings or upper and lower rings, rolling bodies, seals, etc., among which the main upper and lower rings of the bearing are forged from alloy steel. Because of the different shape of the rolling body and the installation form, the bearing is divided into:
- Cross roller bearing;
- Single-row four-point contact ball slewing support;
- Double volleyball slewing support;
- Three row roller slewing support;
- Single row roller single volleyball rotary bearing.
The upper and lower rings of the bearing body are usually made of 42CrMo. After forging, they are machined and then tempered, and the racetrack surface is quenched. The quenching hardness of raceway surface is about HB256 ~ 279 and HRC 55 ~ 60 after quenching. The surface of raceway shall be ground after quenching, so that the surface roughness of the raceway shall not be less than 1.6 m.
The main upper and lower rings of the bearing should be inspected in the forging and processing process to ensure that there are no defects such as shrinkage, sand holes, pores and cracks beyond the permitted scope. The commonly used slewing bearing of the rotary device of the bucket wheel stacker and recharger mainly includes the forms of cross roller, three row roller and single row roller volleyball, among which the highest price is three row roller.
The single-row cross roller type structure is that the bearing roller is a single-row roller structure. The axes of all rollers form an Angle of 45° with the horizontal plane. The rollers are respectively installed in the 90° V-shaped groove between the inner ring and outer ring of the bearing. Single row cross roller slewing support is characterized by compact structure, light weight, small assembly clearance, high positioning accuracy and low cost.
Single row cross roller slewing support can bear axial force, tilting moment and larger radial force at the same time, it is widely used in medical equipment, lifting transportation, construction machinery and other products. Single row cross roller slewing support is not suitable for heavy duty and frequent working machinery equipment. At present, in order to reduce the cost, many manufacturers choose this kind of bearing as the rotary bearing of the stacker.
The single row roller single volleyball slewing bearing is two kinds of supporting parts which bear radial load and axial load respectively, namely, the roller bears axial load and the ball bears radial load. Some European manufacturers, after considering the cost factor, choose this kind of bearing as the rotary bearing of stacker.
Taking the bucket turbine as an example, the three-row roller slewing bearing is the most ideal slewing bearing for the bucket wheel stowage and reclaiming machine. Its characteristic is that its ability to bear axial load, radial load and overturning moment is larger than other bearings of the same size, and it has a relatively high service life in the bearings of the same size.
2.Spacers and cage for slewing bearing

For ball-type slewing bearings, spacers are generally used to eliminate the friction between the balls. a smaller diameter ball can be put into it every now and then . Contact and friction between the ball and the raceway is much lower than full ball type. The support of such a structure does not occur after long-term use. The same principle can also be used for roller bearings. For example, smaller diameter spacers can be used to separate vertical rows of rollers.
Due to the advantage of the ball type rotating conditions, the friction is not as uniform as the slewing bearing of the cage holding slewing bearing, but is significantly smaller and uniform than the full stuffed ball type. The bearings act as oscillating motions, crossed by left and right rotating for excavator & crane application, the friction is very uniform and small.
The ball type or roller type with Nylon spacers is characterized by simplicity and economy. The diameter of the ball or roller should be slightly smaller than the Nylon spacer, but the difference should not be distinguishable by the eye watch. The only disadvantage of this type of spacer element is that only half of the ball (roller) can be mounted on the raceway, and the load capacity is half of the full ball (column) support.
In order to remove the product defects, we could choose steel cage, so 80% of full space on raceway could be filled in steel ball which increase 60% loading moment than before. The new structure with metal contact closely which lead to the bigger friction than before.
3.Slewing bearing manufacturing process
Slewing ring bearing is also called slewing bearing. The main structure includes: inner ring, outer ring, rolling element and the retention of rolling element guide. It is an important transmission device in the equipment. It is used in machinery, light industrial machinery, metallurgical engineering machinery, medical machinery, and marine equipment. And other industries are widely used.
- Raw materials of bearing nodes
The raw material of the bearing support bearing is integrally hardened carbon bearing steel, and the bearing sleeve adopts surface hardened steel, generally made of 50Mn steel, such as: S48C, 42Cr, 5CrMnMo. The raw material billet is transported from the steel back to the raw material circle. The bearing steel needs to be processed to the size required. Generally, alloy saw blades should be used for cutting bearing steel, which have high quality, wear resistance, strength and hardness, heat resistance, corrosion resistance and other excellent properties. - Forging and pressing of supporting billets
In the heating furnace, the billet is heated and forged into a round cake shape. More dense and streamlined, which can improve support and the future. In addition, the quality of the process directly affects the production of raw materials, thereby affecting production. - slewing support
A steel ring machine is used to pass the steel blanks through the structured steel ring. The overall structure of the steel can be modified to improve the strength, plasticity, impact and other mechanical properties of the steel structure. - rough turning processing
The steel ring is loaded into the machine tool, and the rough turning of the machining is performed, and various groove raceways are turned out. The steel ring is fixed on the gear milling machine, and the cutter produces teeth. The main purpose is to make the final ferrule the same shape as the final product, creating conditions for grinding machine processing. - Support quenching (heat treatment)
After machining, through the quenching operation, the strength of the steel, the wear resistance of the performance, the strength and the metal are improved. Heat treatment is the high temperature treatment of the bearing ring after processing and turning, which affects the uniformity of carburization in the direct bearing ring, can improve the wear and characteristics of the bearing, and also affect the wear and life of the bearing. - ring support processing
The steel work of the mounting hole is performed on the end face of the ring, the center and the center angle should be determined when the bearing is bored, and the drilling machine, hand-held electric drill and hand drill should be selected for operation. - fine turning processing
Machining is to perform fine processing and trimming according to the finished bearing after the hole is opened to ensure the exquisite appearance of the car. The bearing support and the bearing surface processing accuracy of the finishing processing have an impact. The fine processing of the steel ring raceway surface is carried out. Modified the deformation of the origin of the former road. - Ring support operation
The finished products (outer ring, inner ring, sub, roller) that have undergone various processing are integrated, such as: inserting steel balls, isolating blocks, and sealing sealing strips. Finished bearings. - Packing
The finished equipment will be coated with anti-rust oil, packed and packaged, and will be cleaned and inspected by the factory inspector, and the qualified products will be certified and sold at the same time.The above is the relevant content about the manufacturing process and production specifications of the support bearing, including the relevant content of the support bearing material selection, bearing, automobile processing, heat treatment, grinding processing, and assembly, for your reference, in the actual process. If you have any questions, you can contact our engineers.
4.Slewing ring seal replacement standard

The slewing bearing is composed of inner ring, outer ring, rolling element, spacer, sealing strip, etc.
The standard for replacing the slewing ring sealing strip during work:
1. Clean up the sealing strip installation groove and remove oil stains;
2. Prepare the purchased quality sealing strip according to the length required by the original factory, and prepare 502 glue;
3. With a flat-blade screwdriver, slightly stretch the sealing strip expanded to an appropriate length and install it in the groove;
4. Cut the interface into an oblique opening, glue it with 502, and place the tape in the groove after solidification.
Special attention: Leaking grease is not a failure of the sealing strip (the sealing strip only serves to prevent dust from entering the interior, and cannot prevent the outflow of grease)
Then the oil leakage is caused by the following reasons:
1. Excessive lubrication of the slewing bearing;
2. The machine enters deep water and the grease deteriorates;
3. Sealing failure of hydraulic system components causes hydraulic oil to enter the slewing ring oil groove and overflow;
4. The slewing bearing is worn too much.
5.Friction resistance distance of slewing ring
Friction resistance distance of slewing ring The slewing ring is a kind of large bearing parts that can bear complex loads. It can support the above part of the slewing ring for slewing motion, and at the same time bear the effects of large axial force, tilting moment and radial force.
Slewing ring bearings are divided into four types according to different structures: four-point contact ball bearings, crossed cylindrical roller bearings, crossed tapered roller bearings and three-row cylindrical roller bearings. The three-row cylindrical slewing ring has three seats.
1 Analysis and calculation of friction torque
1.1 The mechanical calculation formula of friction resistance moment of slewing bearing is based on the formula: Tm=(2ωDN)/2. When the slewing bearing’s external dimensions and rollers are clear, the values of ω and D can be directly determined. Therefore, the friction resistance moment of the slewing bearing can be calculated The key step of Tm is to calculate the total pressure ΣN of all rollers.

The friction resistance distance
1.2 Model assumptions As the slewing bearing bears the axial force Fa, radial force Fr and overturning moment T at the same time. The actual rigidity of the inner and outer rings of the slewing ring, the dimensional accuracy of the rolling elements, the processing accuracy of the raceway and the matching tolerances between the components directly affect the force distribution of the rolling elements.
When calculating the force of the slewing ring by analysis, the following assumptions are required: Assume that the inner ring and the outer ring of the slewing ring are rigid bodies, and only elastic deformation occurs at the contact point of the rollers. The geometric dimensions of the rolling elements are exactly the same.
The roundness of raceways, the concentricity of different raceways, roughness and other factors all meet the ideal requirements. The pressure generated by the rolling elements on the raceway is continuously distributed.

Force analysis diagram
2 Numerical calculation method for frictional resistance moment of three-row roller slewing ring
Three-row roller slewing ring contains three ring gears, two horizontal raceways, and horizontal rollers are installed on the axis. The diameter of the upper horizontal roller is larger than the lower one. Sub diameter; a vertical raceway, the installation axis of the vertical roller. It can resist large axial force, radial force and tipping moment.
When analyzing the force of the three-row roller slewing ring, it is assumed that the frictional force of the rollers in the radial direction on the horizontal raceway and the frictional force in the vertical direction on the vertical raceway are zero.
The Nm caused by the axial external force Pa of the slewing ring and the tilting moment Pm caused by the ±Nm are borne by the rollers on the horizontal raceway, and the Nr caused by the radial external force Pr is borne by the rollers on the vertical raceway.
The vertical force Na and Nm have a pressure angle of 90°, and the horizontal force Nr has a pressure angle of 0°. Therefore, Na=f(Pa) =Pa/sin90°=Pa; Nm=f(Pm)=Pm/sin90°=Pm, Nr=f(Pr)=Pr/cos0°=Pr



